Bulk bag sewing machine
Latest articles
Bulk bag sewing machine3. Janome Horizon Memory Craft 9450QCP This high-end model is designed for serious quilters and sewists. It features an extensive 350 built-in stitches, precise stitching controls, and an impressive working space, enabling you to handle large projects with ease.
...
Bulk bag sewing machine 【Bulk bag sewing machine】
Read More- Bulk bag sewing machine
...
Bulk bag sewing machine 【Bulk bag sewing machine】
Read MoreLockstitch machines are also available in different sizes and configurations to accommodate various sewing needs
Bulk bag sewing machine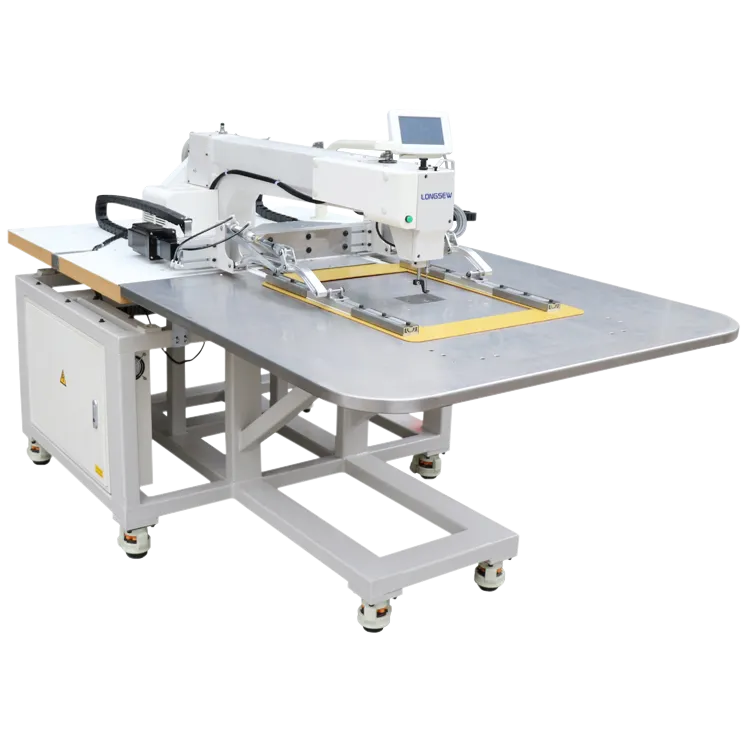
...
Bulk bag sewing machine 【Bulk bag sewing machine】
Read More
Bulk bag sewing machineA Brief History
...
Bulk bag sewing machine 【Bulk bag sewing machine】
Read More
Bulk bag sewing machineI’ve got a feeling my Singer and I have many more years ahead of us, and I can’t wait to see what beautiful makes it has in store.
...
Bulk bag sewing machine 【Bulk bag sewing machine】
Read More
Bulk bag sewing machine![heavy]() When you are sewing, it is recommended to ensure you are working on a large surface. For example, when sewing large items such as beddings, upholstery, and curtains, you need a large surface. That is why you need to buy a heavy-duty sewing machine because it contains a large working area and throat size.
When you are sewing, it is recommended to ensure you are working on a large surface. For example, when sewing large items such as beddings, upholstery, and curtains, you need a large surface. That is why you need to buy a heavy-duty sewing machine because it contains a large working area and throat size....
Bulk bag sewing machine 【Bulk bag sewing machine】
Read More
Bulk bag sewing machineFirst, let me clarify this question I frequently bump into: this is a type of sewing machine designed to handle tough fabrics and thicker materials such as denim, canvas, and leather - better.
...
Bulk bag sewing machine 【Bulk bag sewing machine】
Read More
Bulk bag sewing machineSewing Machine Specials Unleashing Your Creativity
...
Bulk bag sewing machine 【Bulk bag sewing machine】
Read More
Bulk bag sewing machineOne of the defining characteristics of the Cub Leather Sewing Machine is its versatility. Designed with leather in mind, it boasts robust construction that allows it to handle thicker materials easily without compromising on stitch quality. Its powerful motor can penetrate multiple layers, making it suitable for everything from belts and bags to intricate leather garments and upholstery.
...
Bulk bag sewing machine 【Bulk bag sewing machine】
Read More
Bulk bag sewing machineFactors Influencing the Price
...
Bulk bag sewing machine 【Bulk bag sewing machine】
Read More
 When you are sewing, it is recommended to ensure you are working on a large surface. For example, when sewing large items such as beddings, upholstery, and curtains, you need a large surface. That is why you need to buy a heavy-duty sewing machine because it contains a large working area and throat size.
When you are sewing, it is recommended to ensure you are working on a large surface. For example, when sewing large items such as beddings, upholstery, and curtains, you need a large surface. That is why you need to buy a heavy-duty sewing machine because it contains a large working area and throat size.Popular articles
One of the most significant advantages of bag making machines is their ability to operate with various materials. From biodegradable options to traditional plastics, these machines accommodate a range of materials that can be tailored to meet environmental standards. As consumers become more environmentally conscious, manufacturers are increasingly adopting biodegradable materials for bag production. Bag making machines equipped with sophisticated technology now allow for the seamless integration of such materials, making it easier for companies to transition towards greener alternatives.
One of the standout features of cylinder bed sewing machines is their versatility. They are designed to handle a wide variety of sewing tasks, from basic seam construction to more complex embellishments and topstitching. This adaptability makes them ideal for both small-scale projects and large-scale production runs. Whether you are working on athletic wear, leather goods, or casual apparel, a cylinder bed sewing machine can meet your requirements efficiently.
Understanding the Single Needle Lockstitch Machine
Latest articles
-
- Accessories Some machines come with additional accessories, such as walking feet, quilting feet, and extension tables. These extras can enhance your sewing experience and provide added value.
-
Benefits of Using a Long Arm Zig Zag Sewing Machine
The chain lock stitch, also known as the chain stitch, is a fundamental element in many forms of sewing, from hand embroidery to machine embroidery, and even in early embroidery machines. Its name is derived from the resemblance it bears to a chain, with each loop interlocking with the next, forming a continuous, flexible line. It is this structural integrity that makes the chain lock stitch so versatile and durable.
The Advantages of Heavy Duty Industrial Sewing Machines
Creative Projects with Heavy Canvas
Links
- content
The Importance of Wholesale Slurry Pumps in Industrial Applications
Horizontal inline centrifugal pumps are among the most versatile pumps available, widely used across industries for their reliability and ease of maintenance. Unlike vertical pumps, these pumps are installed horizontally, which typically makes them easier to service and maintain. The horizontal design allows for more straightforward access to the pump’s internal components, which can be a significant advantage in applications where regular maintenance is required. Additionally, horizontal inline centrifugal pumps are capable of handling a wide range of fluid viscosities and flow rates, making them suitable for various industrial processes. Their versatility and robust construction make them a popular choice for many fluid handling applications.
In conclusion, propeller pumps are an essential component in many industries. Their ability to efficiently handle large volumes of liquid makes them invaluable for water treatment, agriculture, industrial processes, and firefighting. As technology advances, we can expect further innovations in propeller pump design, enhancing their effectiveness and broadening their applications.
Enhancing Durability with High Pressure Vertical Pumps
- content
In conclusion, wholesale slurry pumps play an essential role in various industrial applications by providing the necessary tools for effective slurry management. Their durability, cost efficiency, and technological advancements make them the preferred choice for businesses aiming to enhance productivity and operational efficiency. As industries continue to evolve, the demand for reliable and efficient slurry pumps will only increase, emphasizing the importance of these robust machines in modern manufacturing and resource processing sectors. Investing in quality wholesale slurry pumps is not just a purchase; it is a strategic move toward achieving long-term operational success.
High pressure vertical pumps are designed to handle fluids at high pressures and are often used in applications where space is limited. These pumps are typically installed vertically, which allows them to have a smaller footprint compared to their horizontal counterparts. The vertical design is particularly advantageous in environments where floor space is at a premium, such as in high-rise buildings or industrial plants with constrained layouts. These pumps are known for their ability to deliver high pressure with minimal energy consumption, making them an efficient choice for systems that require constant, reliable pressure. By optimizing the design of high pressure vertical pumps, engineers can ensure that these pumps provide robust performance in demanding applications.
6. Consult with Experts
- Volute Liners: Protect the pump casing in the volute section.
Monitoring Wet Parts for Optimal Pump Performance
One of the most significant advantages of vertical multistage centrifugal pumps is their compact footprint. In deep pit applications, space is often at a premium, and the vertical design allows for efficient use of limited space. These pumps are designed to handle high pressures while occupying minimal horizontal space, making them ideal for applications where surface area is restricted. The multistage configuration also enables these pumps to deliver high pressure over long distances, which is particularly useful in deep pit environments where the pump needs to lift slurry from significant depths. By optimizing the design of vertical multistage centrifugal pumps, engineers can ensure that these pumps provide reliable performance in even the most confined spaces.
Function: The pump casing contains the slurry and guides it through the pump.
There are several types of impellers used in sewage pumps, each with distinct features catering to various types of sewage applications. The most common types include open, semi-open, and enclosed impellers. Open impellers have no front shroud, allowing for larger solids to pass through without clogging. This makes them ideal for handling raw sewage containing debris. Semi-open and enclosed impellers, on the other hand, are more suitable for cleaner liquids, offering better efficiency and pressure generation.
sewage pump impeller
In quarrying, the separation of sand and gravel is a vital process that requires reliable equipment. Horizontal slurry pumps are particularly well-suited for this task, as they can efficiently handle the slurry mixture of sand, gravel, and water. The centrifugal slurry pump design ensures that these materials are separated and transported to their respective storage or processing areas with minimal energy consumption. By utilizing OEM horizontal slurry pumps, quarry operations can streamline their processes, reduce operational costs, and improve the quality of the final product. The durability and efficiency of these pumps make them a cost-effective solution for handling the abrasive and coarse materials commonly found in quarries.
Understanding the components of the wet end of a slurry pump is vital for anyone involved in industries that rely on such equipment. Proper maintenance and selection of high-quality parts can significantly enhance the efficiency and lifespan of a slurry pump, reducing operational costs and minimizing downtime. By focusing on the critical wet end parts—impeller, casing, wear plates, flanges, and the shaft assembly—operators can ensure their pumps perform reliably in challenging environments.

A pump wet end replacement involves changing out the parts that come into direct contact with the pumped fluid, including the impeller, casing, and liners. Determining the best time to perform this replacement requires careful analysis of the pump’s operating conditions, the wear rate of the components, and the criticality of the pump in your process. By tracking runtime hours, monitoring performance metrics, and assessing wear patterns, you can develop a replacement schedule that minimizes downtime and ensures continuous operation. This strategy not only helps to maintain pump efficiency but also reduces the long-term cost of ownership by preventing major failures.
Function: Bearing assemblies support the pump shaft and ensure smooth operation.
A pump wet end replacement involves changing out the parts that come into direct contact with the pumped fluid, including the impeller, casing, and liners. Determining the best time to perform this replacement requires careful analysis of the pump’s operating conditions, the wear rate of the components, and the criticality of the pump in your process. By tracking runtime hours, monitoring performance metrics, and assessing wear patterns, you can develop a replacement schedule that minimizes downtime and ensures continuous operation. This strategy not only helps to maintain pump efficiency but also reduces the long-term cost of ownership by preventing major failures.
In Line Vertical Pumps: Space-Saving Solutions
- Review the performance curves for the selected pump models to ensure they meet your flow rate and head requirements.
- content
Monitoring Wet Parts for Optimal Pump Performance
In conclusion, wholesale slurry pumps play an essential role in various industrial applications by providing the necessary tools for effective slurry management. Their durability, cost efficiency, and technological advancements make them the preferred choice for businesses aiming to enhance productivity and operational efficiency. As industries continue to evolve, the demand for reliable and efficient slurry pumps will only increase, emphasizing the importance of these robust machines in modern manufacturing and resource processing sectors. Investing in quality wholesale slurry pumps is not just a purchase; it is a strategic move toward achieving long-term operational success.
In conclusion, propeller pumps are an essential component in many industries. Their ability to efficiently handle large volumes of liquid makes them invaluable for water treatment, agriculture, industrial processes, and firefighting. As technology advances, we can expect further innovations in propeller pump design, enhancing their effectiveness and broadening their applications.
Function: Shaft sleeves protect the pump shaft from the slurry and the mechanical seals.
The centrifugal slurry pump design plays a significant role in the effective transportation of slurry in mining operations. The design ensures that the pump can handle high-density materials without compromising performance. This is particularly important in mining, where the slurry often contains heavy and abrasive particles that can wear down pump components. The robust construction and optimized design of horizontal slurry pumps allow them to move large volumes of slurry over long distances, ensuring that materials are efficiently transported from extraction sites to processing facilities. By selecting the appropriate centrifugal pump for slurry, mining operations can maintain consistent material flow, reduce downtime, and enhance overall productivity.
Selecting the right type of impeller is essential for the pump's performance. For instance, if a pump is expected to handle a high volume of sewage containing large solids, an open impeller would be more effective. Conversely, if the pump is mainly handling gray water with minimal solids, a semi-open or enclosed impeller would suffice.
Materials: High-quality bearings are used to withstand the operational stresses.
- Flow Rate: Determine the required flow rate (typically in cubic meters per hour or gallons per minute).
- Select the impeller design that best handles the slurry's characteristics (e.g., closed impellers for abrasive slurries, open impellers for large particles).

The Importance of Wholesale Slurry Pumps in Industrial Applications
Centrifugal pumps play a pivotal role in various industries, including water supply, chemical processing, and wastewater management. One of the essential components of a centrifugal pump is the volute, which has a significant impact on the pump's performance and efficiency. Understanding the volute's function provides insight into how centrifugal pumps operate and their design considerations.
Materials: Made from wear-resistant materials like high-chrome alloys or stainless steel.
Selecting the appropriate slurry pump model quickly involves understanding your application's specific requirements and matching them with the pump's capabilities.
Efficiency Testing for AH Slurry Pump Parts
Wear Factors: Impellers are subject to high levels of wear due to the abrasive nature of slurries.Materials: Common materials for impellers include high-chrome alloys, natural rubber, and polyurethane.
1. Impeller
Wear Factors: The backplate can wear due to slurry contact and mechanical stresses.
Vertical stage pumps are a type of multistage pump that is designed to handle high-pressure applications. These pumps are characterized by their ability to generate high pressure through multiple stages, each adding to the total pressure head. Vertical stage pumps are particularly useful in applications where a significant pressure increase is needed, such as in high-rise building water supply systems, boiler feed applications, and pressure boosting systems. The vertical design of these pumps allows for a compact, efficient solution that can deliver the necessary pressure without taking up excessive space. By selecting the appropriate vertical stage pump for your system, you can ensure that your fluid handling needs are met efficiently and effectively.