Big bag sewing machine
Latest articles
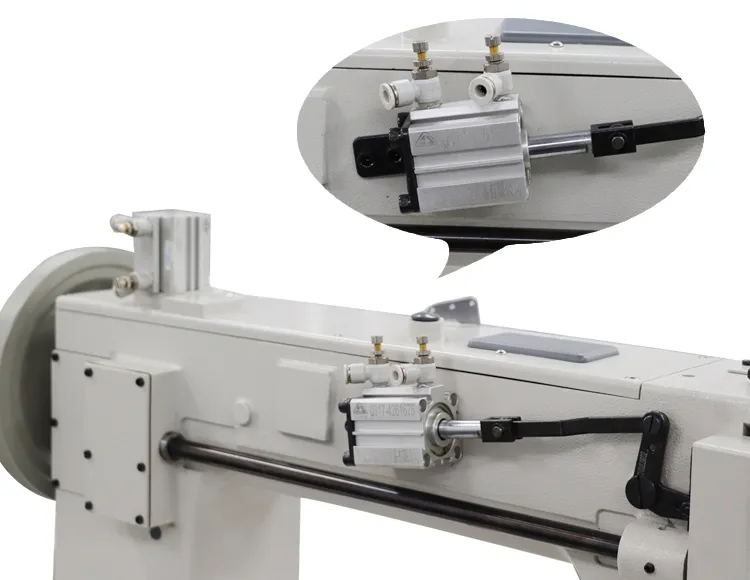
Big bag sewing machine1. The thick material sewing machine is suitable for sewing shoes, sofas, container bags, safety belts, tents, leather, and other extremely thick materials.
...
Big bag sewing machine 【Big bag sewing machine】
Read More
Big bag sewing machineBig bag sewing machine...
Big bag sewing machine 【Big bag sewing machine】
Read More
Big bag sewing machineSewing has long been an essential skill, whether for basic repairs, crafting unique garments, or pursuing a hobby that sparks creativity. Modern advancements in sewing technology have made the process more efficient and enjoyable. One feature that stands out in contemporary sewing machines is the automatic bobbin winder. This innovative tool has revolutionized the way sewing enthusiasts and professionals approach their craft, providing numerous advantages that simplify the sewing experience.
...
Big bag sewing machine 【Big bag sewing machine】
Read MoreBig bag sewing machine
...
Big bag sewing machine 【Big bag sewing machine】
Read More
Big bag sewing machineTools of the Trade
...
Big bag sewing machine 【Big bag sewing machine】
Read More
Big bag sewing machineChoosing the Right Commercial Upholstery Sewing Machine
...
Big bag sewing machine 【Big bag sewing machine】
Read More
Big bag sewing machineSynergy in Production
...
Big bag sewing machine 【Big bag sewing machine】
Read More
Big bag sewing machine...
Big bag sewing machine 【Big bag sewing machine】
Read MoreIn addition to their versatility, hand-held bag closer sewing machines are also known for their speed and efficiency. These machines are designed to quickly stitch bags together, saving time and labor costs for businesses. With the ability to sew bags at a rate of up to 13 meters per minute, hand-held bag closer sewing machines are a valuable tool for increasing productivity in various industries.
Big bag sewing machine...
Big bag sewing machine 【Big bag sewing machine】
Read More...
Big bag sewing machine 【Big bag sewing machine】
Read More
Popular articles
In the fast-paced world of manufacturing, especially in the textile and packaging industries, efficiency and precision are key. One essential tool that has gained attention for its role in these sectors is the bag closing sewing machine head. These machines are specifically designed to seal bags securely, ensuring that products remain protected and intact during transportation and storage. Understanding the intricacies of bag closing sewing machine heads can help manufacturers optimize their operations and improve product quality.
- For sale now, this hand-operated leather sewing machine comes with all necessary accessories, including various needles, bobbins, and threading tools
 hand operated leather sewing machine for sale. It also offers an opportunity to learn and master the traditional techniques that have been passed down through generations of leatherworkers. Whether you're a professional looking to expand your workshop's capabilities or a hobbyist eager to embark on a new creative journey, this machine is an investment in timeless craftsmanship.
hand operated leather sewing machine for sale. It also offers an opportunity to learn and master the traditional techniques that have been passed down through generations of leatherworkers. Whether you're a professional looking to expand your workshop's capabilities or a hobbyist eager to embark on a new creative journey, this machine is an investment in timeless craftsmanship. The double needle sewing machine stands as a testament to the advancements in sewing technology. By combining efficiency with versatility, it empowers users to create intricate designs while enhancing the durability of their work. Whether in a bustling factory or a cozy home studio, the double needle sewing machine proves to be an invaluable tool in the realm of sewing, allowing creativity to flourish while meeting the demands of modern textile production.
2. Brother ST371HD Known for its versatility, the Brother ST371HD offers a range of stitches, including decorative options, and comes with a walking foot and heavy-duty needles.
The lockstitch sewing machine is an essential piece of equipment in the textile industry, renowned for its efficiency and versatility. Its operation is fundamental to modern garment manufacturing, providing a durable and reliable stitch that is crucial for constructing clothing and other fabric-based products.
The Evolution and Impact of Automatic Shoe Sewing Machines
1. Increased Efficiency One of the most significant advantages of auto cutter sewing machines is their ability to operate quickly. Traditional methods can be time-consuming, often leading to bottlenecks in production. With an auto cutter, the time taken to cut patterns is drastically reduced, allowing manufacturers to meet tight deadlines and higher production demands.
If you're on a tight budget, consider looking for a used sewing machine. Many people upgrade their machines and sell their old ones for a fraction of the price of a new machine. Just be sure to test the machine before purchasing to ensure it is in good working condition.
The adaptability of automatic bag closer machines is another vital factor in their popularity. They come in various configurations to accommodate different bag sizes, materials, and closing techniques. Manufacturers can choose from simple, compact models for small operations or more advanced machines with integrated quality control systems for larger production lines. This flexibility allows businesses to customize their packaging lines based on their unique needs.
Purchasing a sewing machine is an investment, and Master Tools understands the importance of ongoing support. The brand is known for its exceptional customer service, offering guidance and resources for troubleshooting and enhancing the sewing experience. From instructional videos to user manuals, users can find the help they need to resolve any issues and maximize their use of the machine.
Links
7. Expeller and Expeller Rings
- Choose materials that can withstand the slurry's abrasiveness and corrosiveness. Common materials include high-chrome alloys, stainless steel, and rubber linings.
Additionally, propeller pumps are extensively used in industrial applications, such as in cooling systems for power plants and manufacturing facilities. They circulate water or other cooling fluids to regulate temperature, thus preventing overheating and ensuring operational efficiency. The design of propeller pumps allows them to operate continuously, which is ideal for industrial settings where downtime can lead to significant losses.
- Most slurry pump manufacturers provide selection charts that correlate slurry characteristics and operating conditions with suitable pump models.
Horizontal slurry pumps are essential tools in the mining and quarrying industries, where they play a pivotal role in processes such as slurry transport, tailings management, and sand separation. The advanced centrifugal slurry pump design and the availability of OEM horizontal slurry pumps ensure that these operations can be carried out efficiently and cost-effectively. By focusing on the quality and maintenance of AH slurry pump parts, operators can extend the life of their equipment, reduce operational costs, and enhance overall productivity. In an industry where efficiency and reliability are paramount, horizontal slurry pumps provide the performance and durability needed to succeed.
a. Manufacturer’s Selection Chart:
Types:
Reducing operational costs is a top priority in mining and quarrying, where the cost of equipment maintenance and energy consumption can significantly impact profitability. The efficient operation of horizontal slurry pumps plays a key role in achieving cost savings. By selecting the right centrifugal pump for slurry and maintaining it with AH slurry pump parts, operators can optimize energy use, reduce wear on pump components, and minimize the need for costly repairs. The long-term benefits of efficient slurry pump operation include lower energy bills, reduced maintenance costs, and improved overall efficiency in mining and quarry processes.
SPR slurry pumps are specifically designed for handling slurry in applications where high liquid levels are a concern. These pumps are engineered to operate efficiently in environments where the pump must remain submerged for extended periods. The vertical design of SPR slurry pumps allows them to function effectively in deep pits and sumps, where other pump types might struggle. By optimizing the design to handle high liquid levels, SPR slurry pumps provide reliable performance in challenging conditions, ensuring that slurry is effectively managed and transported, even in the most demanding deep pit applications.

In various industrial sectors, the efficient handling and transportation of slurry— a mixture of solids and liquids— is critical. Whether in mining, construction, or wastewater treatment, the need for reliable machinery to manage these challenging substances has led to the increased utilization of slurry pumps. Among these, wholesale slurry pumps have emerged as a vital resource, offering a practical solution for businesses looking to optimize their operations.
The impeller wear ring is a crucial component in any pumping system, particularly in slurry applications where abrasive materials can cause significant wear. Over time, the wear ring can erode, leading to decreased efficiency and increased energy consumption. To prevent these issues, it’s essential to regularly inspect the wear ring and replace it before it becomes too worn. By monitoring the condition of the impeller wear ring and understanding the specific wear patterns in your system, you can establish an optimal replacement schedule that prevents unexpected failures and maintains pump efficiency.
Materials: Materials used for shaft sleeves include hardened stainless steel and ceramic-coated materials.
a. Slurry Characteristics:
Slurry pumps are essential components in various industries, particularly in mining, mineral processing, and wastewater treatment. They are specifically designed to handle abrasive and viscous materials, which makes understanding their components crucial for optimal performance and longevity. One of the most critical aspects of a slurry pump is its wet end, which refers to the parts that come into direct contact with the slurry. In this article, we will explore the key wet end parts of a slurry pump, their functions, and their importance.
1. Impellers
The performance and efficiency of a horizontal centrifugal slurry pump are crucial for ensuring its optimal operation in various industrial applications. Accurate assessment of these factors involves detailed testing of flow rate, head, and efficiency. This article explores the essential performance indicators and how they are measured to ensure that the centrifugal slurry pump operates according to expected standards.
The Compact Footprint of Vertical Multistage Centrifugal Pumps
Function: Shaft sleeves protect the pump shaft from the slurry and the mechanical seals.
- Temperature: Note the operating temperature of the slurry.
The effectiveness of slurry transport using centrifugal pumps largely depends on the pump’s ability to handle abrasive and viscous materials. Performance testing for slurry transport applications involves assessing how well the horizontal centrifugal slurry pump can move slurry without significant wear or loss of efficiency. This testing includes monitoring the pump’s performance over time, particularly under harsh operating conditions, to ensure that the centrifugal slurry pump can withstand the rigors of slurry transport. Evaluating the pump’s performance in this context helps identify potential issues before they lead to system failures, ensuring that the AH Slurry Pump parts remain in good condition and continue to operate efficiently.
Additionally, propeller pumps are extensively used in industrial applications, such as in cooling systems for power plants and manufacturing facilities. They circulate water or other cooling fluids to regulate temperature, thus preventing overheating and ensuring operational efficiency. The design of propeller pumps allows them to operate continuously, which is ideal for industrial settings where downtime can lead to significant losses.
Understanding the Importance of Impeller Wear Ring Maintenance
Materials: High-quality bearings are used to withstand the operational stresses.
Structural Engineering Considerations for Deep Pit Pumping
When deciding between a vertical inline pump and a horizontal inline centrifugal pump, several factors should be considered. Space constraints, maintenance requirements, and the specific needs of the application all play a role in determining the best pump for the job. High pressure vertical pumps are ideal for applications where space is limited and high pressure is needed, while horizontal inline centrifugal pumps offer ease of maintenance and versatility across a wide range of applications. In line vertical pumps provide a compact, efficient solution for systems where space is at a premium, and vertical stage pumps are the go-to choice for high-pressure applications requiring a compact design. Understanding the unique advantages of each pump type will help you make an informed decision that ensures optimal performance and efficiency in your fluid handling system.
Horizontal inline centrifugal pumps are among the most versatile pumps available, widely used across industries for their reliability and ease of maintenance. Unlike vertical pumps, these pumps are installed horizontally, which typically makes them easier to service and maintain. The horizontal design allows for more straightforward access to the pump’s internal components, which can be a significant advantage in applications where regular maintenance is required. Additionally, horizontal inline centrifugal pumps are capable of handling a wide range of fluid viscosities and flow rates, making them suitable for various industrial processes. Their versatility and robust construction make them a popular choice for many fluid handling applications.
2. Liners
Cost Reduction through Efficient Horizontal Slurry Pumps Operation
Efficient Horizontal Slurry Pumps Transport in Mining Operations
Materials: Typically made from the same material as the casing or other wear-resistant materials.
Understanding the Role of Propeller Pumps in Various Applications
a. Sealing Mechanisms:
Moreover, the volute's cross-sectional area is carefully calculated to match the flow rate and pressure requirements of the system. An oversized volute may lead to low efficiency, as the fluid may not maintain its velocity to generate adequate pressure. Conversely, a volute that is too small can cause excessive pressure buildup, risking damage to the pump and downstream equipment.
Additionally, propeller pumps are extensively used in industrial applications, such as in cooling systems for power plants and manufacturing facilities. They circulate water or other cooling fluids to regulate temperature, thus preventing overheating and ensuring operational efficiency. The design of propeller pumps allows them to operate continuously, which is ideal for industrial settings where downtime can lead to significant losses.
1. Understand Your Application Requirements
In conclusion, wholesale slurry pumps play an essential role in various industrial applications by providing the necessary tools for effective slurry management. Their durability, cost efficiency, and technological advancements make them the preferred choice for businesses aiming to enhance productivity and operational efficiency. As industries continue to evolve, the demand for reliable and efficient slurry pumps will only increase, emphasizing the importance of these robust machines in modern manufacturing and resource processing sectors. Investing in quality wholesale slurry pumps is not just a purchase; it is a strategic move toward achieving long-term operational success.
The vertical design of slurry pumps offers numerous advantages for deep pit applications, from a compact footprint and ease of installation to enhanced durability and simplified maintenance. Vertical multistage centrifugal pumps are particularly well-suited to these environments, where space constraints, high pressures, and abrasive conditions are common. By focusing on structural engineering and optimizing the design of these pumps, industries can ensure reliable performance and cost-effective operation in even the most challenging deep pit applications.